指板研磨の結果を確認します。 問題なさそうです。

フレット溝を修理しました。

フレットを打っていきます。 今回はステンレスフレットです。

このあとフレットのサイドをカットしていくのですが、ステンレスは硬いんのですよね。 ZETTのバッ手を付けて頑張ります。
指板研磨の結果を確認します。 問題なさそうです。
フレット溝を修理しました。
フレットを打っていきます。 今回はステンレスフレットです。
このあとフレットのサイドをカットしていくのですが、ステンレスは硬いんのですよね。 ZETTのバッ手を付けて頑張ります。
ネックのヒーター修正が終わったので、指板を研磨しました。
このワーウィックは波打ったり複雑な反り方をしていたので、削る量はやや多めでした。

次はフレット溝の修正をします。
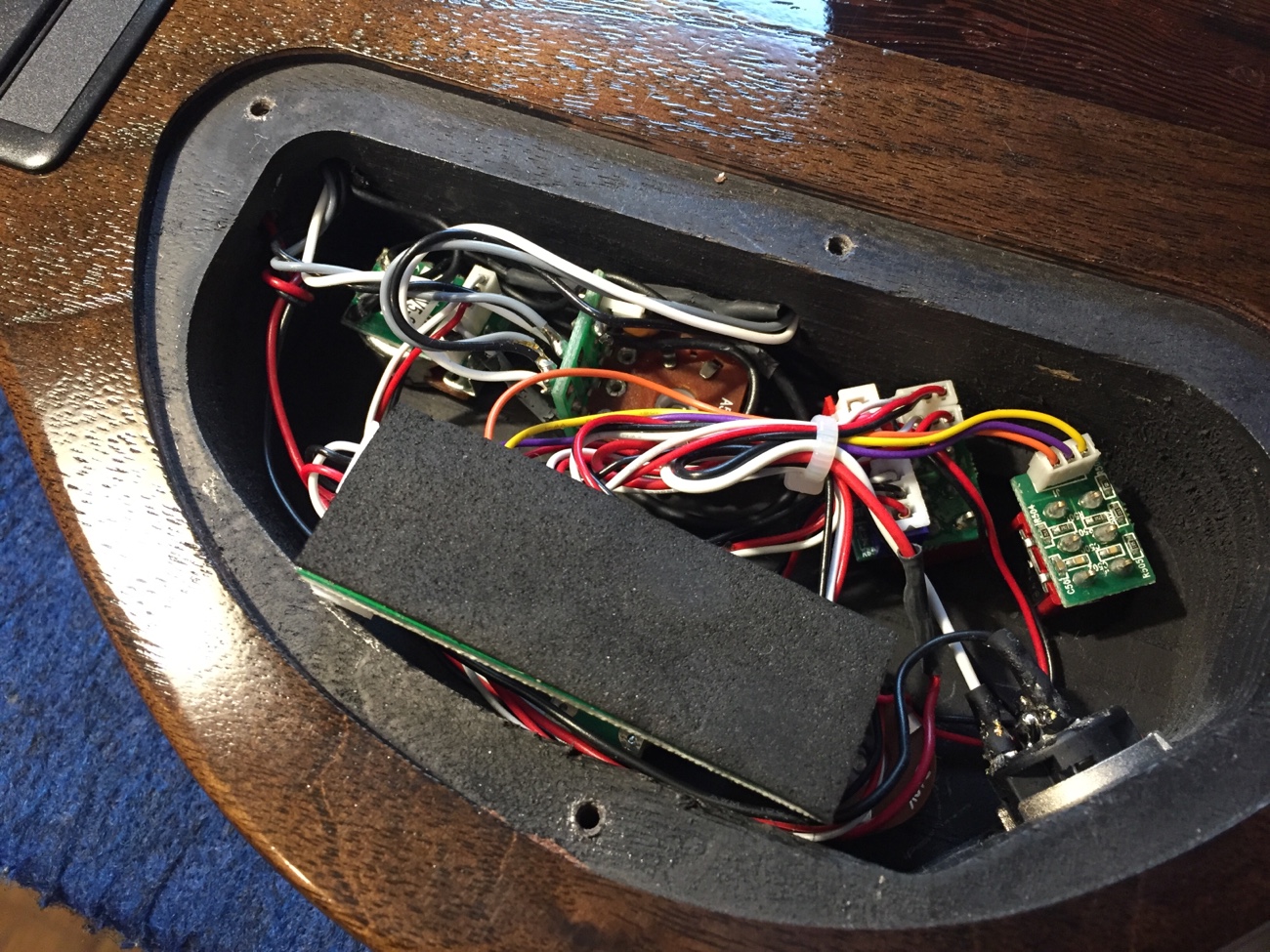
ナットの調整をしていきます。 ちなみにピックアップはひざのところに逃がしてありました。

溝をあとから加工するとなるとペグを外す必要がありますね。 フレットをピカピカに磨きました。

実は1弦を少し内側に動かしました。

この状態でハイポジションが均等になります。 スルーネックな上、ボディを掘って落とし込まれたブリッジなので、今回はお客様と相談した上でナット側でバランスを取りました。

新しい弦にしてみたところ1弦がややビリつきやすいのですが、ダダリオに変えてみたら止まりました。 指板の波打やフレットの浮きだけではなく、弦も悪さをしているようですね。
ネックが安定したらお返ししましょう。
フレットの両端をカットしました。 やすりで丸く加工します。

フレットのすり合わせをしたあと、フレットの頂点を丸め直します。 弦を張ってたしかめてから仕上げるので、まだフレットは削りっぱなしです。

ナットを取り付けていきましょう。 まずは粗加工。

ナットを接着します。

溝を切っていきます。 今回は0フレットがありますので、弦間隔を決めるためのナットです。 0フレットの頂点より溝が深くなる必要がありますので、加工の手順としては、なるべく先に溝を仕上げたいところです。

0フレットを取り付けます。 1フレット以降のものより0.2ミリ高いジャンボフレットがありましたので、これを使います。 材質を合わせるために、ここもステンレスになっています。

弦を張ってみました。

ベース弦は太いのでナットの上で急に曲がれません。 0フレット上で少し浮いているので、溝を深くしましょう。
指板の研磨をするにあたってフロントピックアップが邪魔なので外そうとしましたが、配線が込み入っていて、コネクタ類も多いので今回はそのまま作業することにしました。
指板の研磨作業後に弦を張って確認です。

フレットを曲げていきます。 真っ直ぐなフレットを使うので最初に大まかにRを作ります。

フレットをカットしていきます。 お客様に持ち込んで頂いたこのフレット、カットしていてステンレスだと分かりました。 硬いですね。
木製のバインディングがあるので、両端だけタングを切って打ちます。 フレットの足をカットするタングニッパーの刃が立たないので、手作業で削って行きます。

今回は、トラスロッドを回さなくてもネックが真っ直ぐに近いコンディションなので、フレットを打つときに溝が狭いと逆反ってしまいます。 なので、後々フレットが浮いてこないようにする方法としてタイトボンドを流し込んでおく方法を使いました。
タイトボンドは金属にはくっつかないので、適度に隙間を埋めてくれているだけになします。

全てのフレットが打てました。
